




Корзины и Диски сцепления NKK: Все, что нужно знать
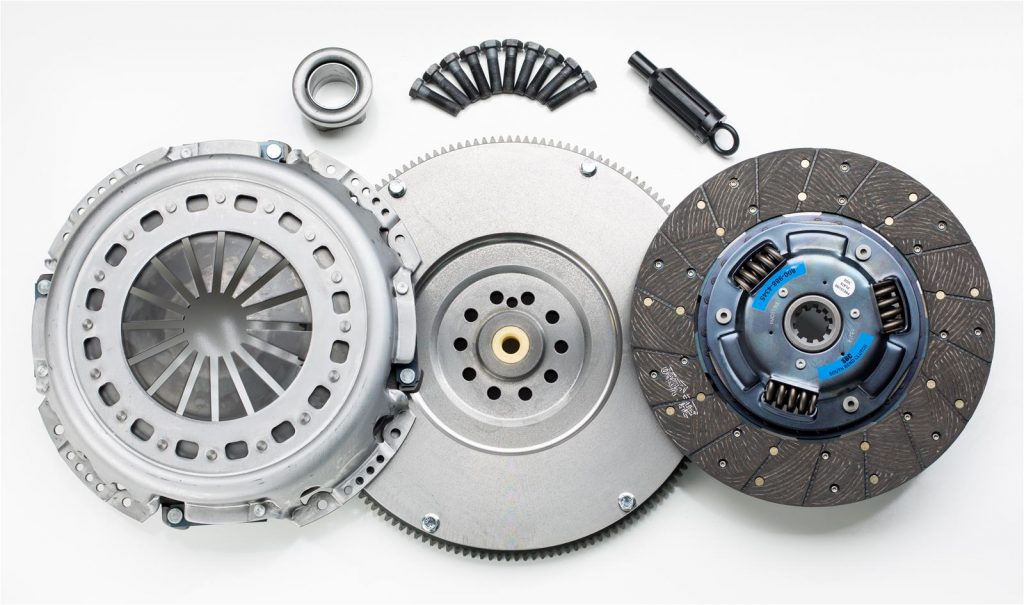
Введение Сцепление является одной из самых важных частей автомобиля, отвечающей за передачу крутящего момента от двигателя к трансмиссии. И одним...
 Корзины и Диски сцепления NKK: Все, что нужно знать
Корзины и Диски сцепления NKK: Все, что нужно знать  Автомобильный холодильник Alpicool C30
Автомобильный холодильник Alpicool C30  Покупка бу грузовика с пробегом: как сэкономить деньги и выбрать надежный транспорт
Покупка бу грузовика с пробегом: как сэкономить деньги и выбрать надежный транспорт  Диагностика стартеров и генераторов: как узнать, что они нуждаются в ремонте
Диагностика стартеров и генераторов: как узнать, что они нуждаются в ремонте  Установка паспорта объекта строительства: важный этап для безопасности и контроля
Установка паспорта объекта строительства: важный этап для безопасности и контроля Введение Сцепление является одной из самых важных частей автомобиля, отвечающей за передачу крутящего момента от двигателя к трансмиссии. И одним...

Представляем вам новинку автомобильных аксессуаров – холодильник Alpicool C30! Этот компактный и удобный прибор станет незаменимым помощником в дорожных поездках,...

Введение В современном мире грузовики являются неотъемлемой частью логистической инфраструктуры, обеспечивая перевозку товаров и грузов по всему миру. И если...

Введение Стартер и генератор – это два важных узла в автомобиле, которые обеспечивают запуск двигателя и подачу электроэнергии для работы...

Введение Паспорт объекта строительства является одним из важнейших документов, которые гарантируют безопасность и контроль качества выполнения строительных работ. Его установка...

Автопроизводители всё чаще сотрудничают с лучшими представителями тюнинг-индустрии, от услуг которых прежде отговаривали, пугая клиентов потерей заводской гарантии. Между тем...

Предвестника нового кроссовера – концепт H5X – фирма Tata представила в феврале текущего года. В июле индийцы объявили имя серийной версии...

«Не доволен – иди в суд!» – это правило жизни, давно укоренившееся в западных странах, у нас пока только прививается,...

Пока Volkswagen распространил только одно изображение пикапа, имя машины не раскрывается. Новинка представляет собой концепт, однако решение о запуске грузовика...

Автопроизводители обычно не используют тюниг-шоу SEMA (проводится каждый год в Лас-Вегасе) как площадку для дебюта своих серийных моделей – разве...